カンコツの可視化×運用設計で
ベンダー工程の不良ゼロを実現
株式会社ツガワ
- 業種 :製造
- 従業員数 :501-1,000名
- テーマ :品質向上,技能伝承,多能工化
お話を伺った方:佐世保工場 執行役員 齊藤様
二戸工場板金製造部 部長 堺田様
第二製造部 課長 松田様
第二製造部 主査 中野様
-
課題
- 手順書が形骸化し、判断基準が揃っていなかった
- OJTに依存した教育で、現場負担が大きかった
- 作業理解にばらつきがあり、現場が安定していなかった
-
効果
- 判断基準を動画で可視化し、工程内不良ゼロを達成
- 「まず動画を見る」文化が定着し、OJT時間を約半分に削減
- 誰が作業しても同じ品質・同じ安全水準を保てるようになった
精密板金を軸に、多品種少量を支える一貫生産体制
貴社の主な事業内容について具体的にお聞かせください
堺田様:株式会社ツガワは、精密板金を強みに EMS・OEM 事業を展開する製造企業です。お客様から預かった図面をもとに、設計サポートから部品製造、組立、検査、物流までを社内で完結できる一貫生産体制を構築しています。
対応分野は、医療機器、半導体関連装置、インフラ機器、アミューズメント機器など多岐にわたり、自動車・白物家電を除く産業機器全般を幅広く手がけています。特徴的なのは、同一製品を大量生産するのではなく、約2万品目におよぶ多品種少量生産を柔軟に作り分けている点です。
近年は精密板金事業を軸に売上が堅調に拡大しており、とくに医療・半導体・インフラといった成長分野での取引が増加しています。お客様の期待に応えるため、生産体制の強化と人材育成への投資を進めています。
「労働生産性」を軸に、品質・安全と両立する現場づくり
製造現場において、重要視している指標や考え方を教えてください
堺田様:製造現場において弊社が最も重視しているKPIは「労働生産性」です。生産量だけを追うのではなく、「品質を担保したうえで、ムダを最小限にしながら、いかに効率よく生産できるか」という考え方を基本に据えています。
多品種少量の板金加工では、工程内不良が発生すると、手直しや作り直し、段取り替えが増え、生産性の低下に直結します。不良を抑制できれば、その分だけ現場が本来の生産活動に使える時間が増え、労働生産性は確実に向上します。この考え方は安全面にも共通しており、ツガワでは「品質」「生産性」「安全」は三位一体で捉えています。どれか一つを犠牲にして成り立つものではなく、すべてを同時に高めていく必要があると考えています。
これらを安定して高めていくためには、個人の経験や勘に頼るだけでは限界があります。やり方のばらつきをなくし、良い作業を組織のやり方にしていくことが不可欠です。そのために立ち上げたのが、「スタンダードPJ」と呼ぶ標準化プロジェクトです。現場ごとのばらつきを抑え、カンコツに依存しない再現性のある生産性向上を目指しています。tebikiは、その標準化を進めるための重要な施策の一つとして、作業のポイントや注意点を動画で可視化し、誰が作業しても同じ品質・同じ安全水準を保てる仕組みづくりを支えています。
多品種少量ゆえに進まなかった標準化と、属人化する教育
tebiki導入前の課題と導入経緯について教えてください
松田様:製造現場が抱えていた大きな課題の一つが、多品種少量生産に起因する標準化の難しさでした。約2万品目を扱う工場では、同じ製品を長期間作り続けるケースはほとんどありません。紙の標準書を整備しても、次に似た製品が流れてくる頃には内容が合わなくなり、そのたびに作り直しや更新が必要になる状況が続いていました。不良が発生するたびに追記を重ねた結果、標準書は次第に肥大化し「どこを見ればいいのか分からない」「量が多すぎて頭に入ってこない」といった声が現場から上がるようになり、本来「共通の物差し」であるはずの標準書が、次第に形骸化していきました。
教育面でも課題は顕在化していました。板金加工はカンコツの要素が多く、どうしても作業が属人化しやすい工程です。特にベンダー工程では、突き当て位置の思い込みや金型選定の判断ミスなど、作業者の癖や経験値の差によって不良が発生するケースが後を絶ちませんでした。従来の紙の標準書では、手元の微妙な動きや角度、判断のタイミングといった細かなニュアンスを伝えることが難しく、結局はOJTに頼らざるを得ない状況が続いていました。その結果、不良が起きても根本的な再発防止につながらず、教育負荷だけが増えていくという悪循環に陥っていました。
中野様:また、OJTでも教え方が人によって異なることも大きな課題でした。同じ作業でも、説明の言葉や強調するポイントが教える人によって違うため、新人や中途入社の作業者は一度では理解しきれず、同じ質問が何度も繰り返されていました。忙しい工程では十分な時間を割けず、「とりあえず見て覚える」という形になってしまう場面も少なくありません。教える側・教わる側の双方にとって負担が大きく、教育の質にもばらつきが生じていました。
松田様:こうした課題が重なる中、社内の技術者会議では「今のやり方の延長線上では限界がある」という認識が共有されるようになりました。作業の流れだけでなく、判断のポイントやカンコツまで含めて正確に伝え、誰が担当しても同じ品質を実現できる仕組みが必要だという結論に至りました。そこで動画マニュアルに着目し、候補となるツールを10社ほど比較検討したのですが、現場での操作性や運用イメージが最も具体的に描けたのがtebikiでした。検討段階から現場の状況に即した活用提案があり、「これなら無理なく続けられる」という手応えを得られたことが、導入を後押ししました。
カンコツの可視化×運用設計で、ベンダー工程の不良ゼロを実現
tebiki導入後の効果について教えてください
松田様:労働生産性の改善につながる品質・生産性向上の手段として、tebikiを活用しています。tebikiによって、同じ品質トラブルの再発を防ぎ、ムダや作業中の迷いをなくすことができます。さらに、OJTにかかる時間を削減し、誰でも同じ手順・同じ判断で作業できる状態をつくることで、結果として労働生産性の向上につなげています。
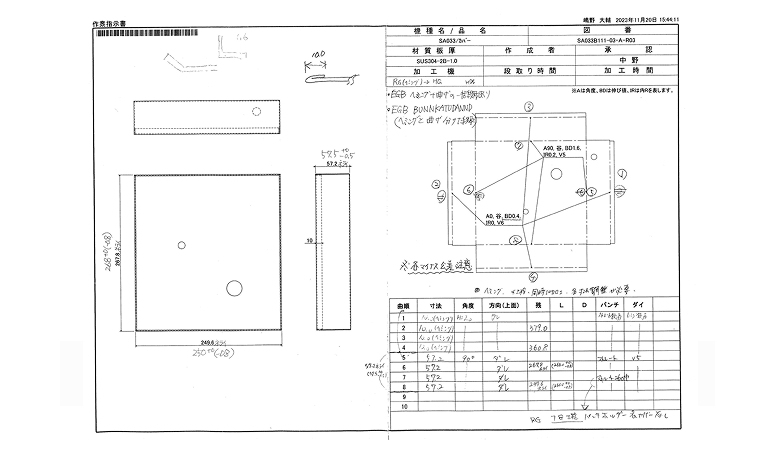
労働生産性の改善という点で、特に効果が表れているのがベンダー工程における品質不良の削減です。ベンダー工程は作業者による判断のばらつきが大きく、それが工程内不良の原因となっていました。そこでQC工程表をもとに、不良が起きやすく判断に差が出やすい工程に絞って動画を作成しました。金型の選定や突き当て位置、製品の積み方など、これまでベテランの感覚に頼っていた判断ポイントを可視化しています。
例えば突き当て位置では、図面上では基準が抽象的で、作業者ごとに解釈が分かれていました。その結果、当てる位置が微妙にずれ、曲げ精度のばらつきや寸法不良が発生していました。そこで動画では、正しい突き当て位置を線や図形で明示し、実際の作業映像と重ねて示しています。基準を「読むもの」ではなく「見るもの」にすることで、誰でも同じ位置に当てられるようになり、判断のばらつきがなくなりました。その結果、突き当て位置のズレに起因する工程内不良を防ぐことができています。

また、不良を減らすためには、正しい手順を守るだけでなく「なぜそれが重要なのか」を理解したうえで作業できる状態をつくることが重要です。製品の積み方については、良い例と悪い例を並べて示すことで、「なぜそれが不良につながるのか」まで理解したうえで作業に入れるようにしました。単に手順を覚えるのではなく、不良の起点を理解した状態で作業できる点がポイントです。こうした動画が現場に浸透するにつれ、作業者の納得感も明らかに高まりました。「これまでは言われた通りにやっていただけだったが、動画を見て初めて意味が分かった」「なぜ注意されていたのか腑に落ちた」といった声が増えています。
堺田様:あわせて重視したのが、動画を現場の行動に組み込む運用設計です。どれだけ内容の良い動画を作っても、探すのに手間がかかったり、見なくても作業に入れてしまう状態では、作業者ごとに確認の有無がバラつき、結果として判断基準が再び属人化してしまいます。それでは、不良の再発を防ぐことができず、改善にはつながりません。
具体的には、図面管理システムとtebikiを連携し、図面にQRコードを紐づけています。図面を開けば、そのまま対応する動画を確認できるようにしたことで「図面を開く→動画で段取りと注意点を確認→作業に入る」という流れが30秒ほどで完結するようになりました。この導線整備によって、作業前に動画を確認する行動が自然に定着しています。
堺田様:「不良が起きる原因を明確にし、判断が分かれるポイントを動画で揃え、必ず確認する仕組みに落とし込む」こうした取り組みを積み重ねてきた結果、ベンダー工程の工程内不良は大きく改善しました。導入前は月に3〜5件、多いときには10件近くの不良が発生していましたが、直近では6か月連続で工程内不良ゼロを達成しています。
中野様:教育面では「まず動画を見てから質問する」というスタイルが現場に浸透しました。これまでOJTに頼っていたカンコツや判断ポイントを動画で事前に共有できるようになり、教える側・教わる側の双方の負担が軽減されています。結果として、OJTにかかる時間は従来の約半分に短縮されています。
現場改善を一過性にしない、動画による標準化と横展開
今後の展望やTebikiに期待することを教えてください
堺田様:二戸工場での取り組みを通じて、労働生産性の改善などの成果が見えてきました。現在は、その成功パターンを一過性に終わらせず、他拠点へ横展開するフェーズに入っています。二戸工場で整備した動画コンテンツやフォルダ構成、運用ルールをテンプレート化し、佐世保工場をはじめとした他拠点へ共有しています。すべてを一律にそろえるのではなく、共通化すべき部分と各工場で最適化すべき部分を切り分け、無理のない展開を進めています。
また営業面でも、「動画で現場を見せる」ことを標準にしていきたいと考えています。各工場の設備や得意分野、加工の様子を動画で整理しておくことで、営業担当者の理解が深まるだけでなく、商談の場でも具体的に強みを伝えられるようになります。SDGsやDXへの取り組みも含め、ツガワの現場力を分かりやすく伝える手段として、今後も tebiki を活用していきたいと考えています。




